










ما الذي تبحث عنه؟
بالنسبة لأجزاء الكربيد ذات الصلابة الأقل من HRA90، اختر أداة CBN من مادة BNK30 لتدوير هامش كبير، ولن يتم كسر الأداة أو حرقها. أجزاء كربيد مع صلابة أكبر من HRA90 يتم طحنها بشكل عام باستخدام أدوات CDW025 PCD أو عجلات طحن الماس المرتبطة بالراتنج.

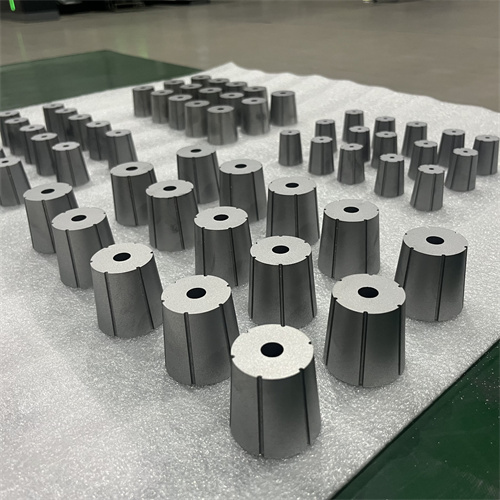
عند تجهيز أضلاع الأخدود الهلالي بكرات كربيد الأسمنت، يتم استخدام قواطع النقش والطحن الماسية CDW025 (المعروفة أيضًا باسم قواطع الطيران وقواطع الطحن الدوارة).

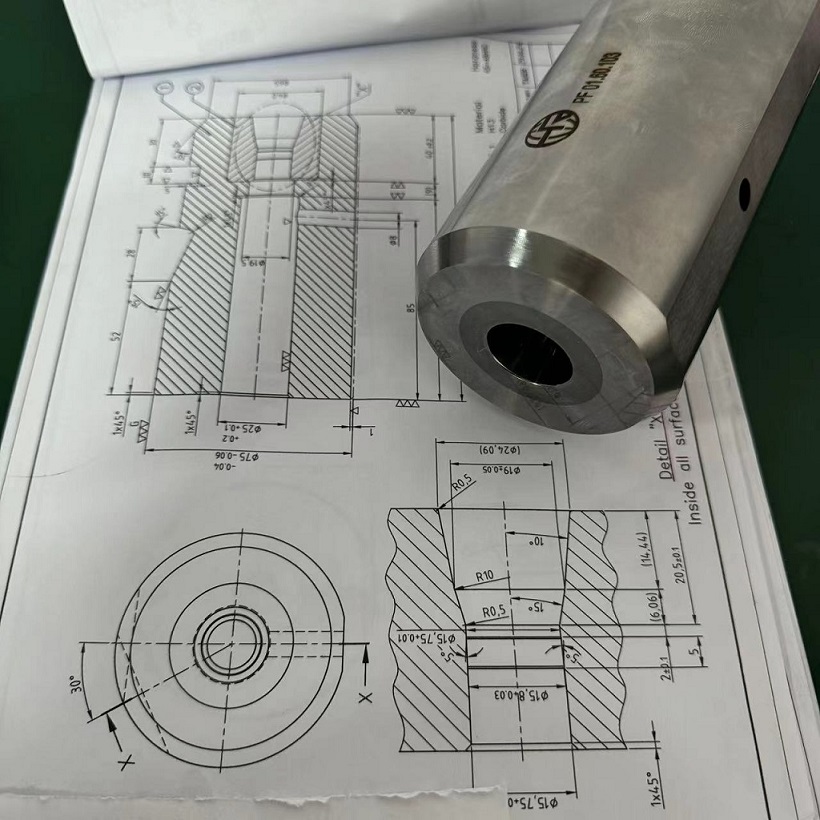
عند تصنيع الأجزاء الدقيقة من كربيد الأسمنت مع أخاديد أعلى من R3، بالنسبة لأولئك الذين لديهم بدلات تصنيع كبيرة، تُستخدم أدوات CBN المصنوعة من مادة BNK30 عمومًا في المعالجة الخام أولاً، ثم يتم طحنها بعجلات الطحن. بالنسبة لبدلات التصنيع الصغيرة، يمكنك الطحن مباشرة باستخدام عجلة الطحن، أو استخدام الكمبيوتر.

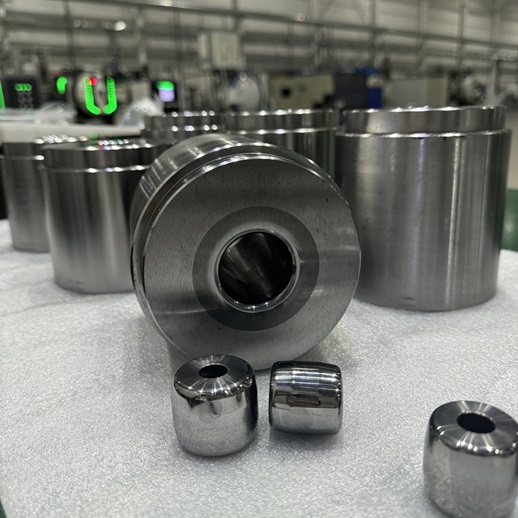
بشكل عام، كلما زادت الصلابة، كلما كانت المادة هشة. عندما يتم قطع الكربيد الأسمنتي، فإن حافة القطع سوف "تسقط أو تتشقق"، مما يتسبب في كشط قطعة العمل. لذلك، عند معالجة الدائرة الخارجية لأسطوانة الكربيد الأسمنتية، يجب إما إجراء الشطب مسبقًا أو استخدام بدل الطحن الدقيق الاحتياطي بدقة لتجنب ذلك.




©2024 Renqiu Hengrui كربيد الأسمنت المحدودة كل الحقوق محفوظة.


 شبكة IPv6 المدعومة
شبكة IPv6 المدعومة
